Aantal Bladeren:26 Auteur:Site Editor Publicatie tijd: 2024-06-07 Oorsprong:aangedreven
De bovenste rol van de symmetrische plaatwalsmachine bevindt zich op de symmetrische positie van de twee onderste rollen door de hydraulische olie in de hydraulische cilinder om op de zuiger in te werken voor verticale hefbeweging, en het laatste tandwiel van het hoofdreductiemiddel drijft de tandwielen van de twee onderste rollen aan om in elkaar te grijpen voor een roterende beweging, dat is de rollende beweging. Zorg voor koppel.De platte kunststof metalen plaat van de plaatwalsmachine passeert tussen de drie werkrollen van de plaatwalsmachine.Met behulp van het drukken op de bovenste rol en de rotatie van de onderste rol wordt de metalen plaat in meerdere passages continu gebogen, wat resulteert in permanente plastische vervorming.Rol in de gewenste cilinder, kegel of een deel ervan.Het nadeel van deze hydraulische drierollenbuigmachine is dat het uiteinde van de plaat met behulp van ander gereedschap moet worden voorgebogen.Deze walsmachine is geschikt voor grote walsmachines met een dikte van meer dan 50mm.Onder de twee onderste rollen is een rij vaste looprollen toegevoegd om de spanwijdte van de twee onderste rollen te verkorten, waardoor de precisie van het gewalste werkstuk en de algehele prestaties van de machine worden verbeterd.

De opgerolde plaat verwijst naar de buigvervorming veroorzaakt door de externe kracht van het plaatmateriaal om de buitenste laagvezels van het plaatmateriaal te verlengen en de binnenste laagvezels te verkorten.De werkcapaciteit van de plaatwalsmachine verwijst naar het vermogen van de plaat om de minimale plaatdiameter en de maximale plaatdikte en -breedte in koude toestand op te rollen volgens de gespecificeerde vloeigrens.
Het mechanisme heeft de vorm van drie-rollensymmetrie.De bovenste rol wordt verticaal opgetild en verplaatst in de centrale symmetrische positie van de twee onderste rollen en wordt verkregen door de wormaandrijving met schroefdraad, en de twee onderste rollen worden geroteerd en het uitgaande tandwiel en het onderste roltandwiel van het reductiemiddel zijn geslaagd.Bezig met het leveren van koppel aan de opgerolde plaat.
De verwerking van buigingen bij de productie van staalconstructies bestaat voornamelijk uit verwerkingsmethoden zoals oprollen, buigen, zomen en stansen.Het buigproces wordt uitgevoerd door warm of koud bewerken.
De sferonisatie wordt veroorzaakt door de externe kracht om de buitenste laagvezels van de staalplaat uit te rekken, en de binnenste laagvezels worden ingekort om buigvervorming te veroorzaken.Wanneer de straal van de cilinder groot is, kan deze bij normale temperatuur worden afgerond.Als de straal klein is en de staalplaat dik is, moet de staalplaat worden verwarmd en gewalst.De methode voor het rollen van een ronde stalen plaat bij een normale temperatuur omvat drie methoden: mechanische sferonisatie, persen van bandenmatrijzen en met de hand gemaakt.Op de haspel wordt mechanische sferonisatie uitgevoerd.
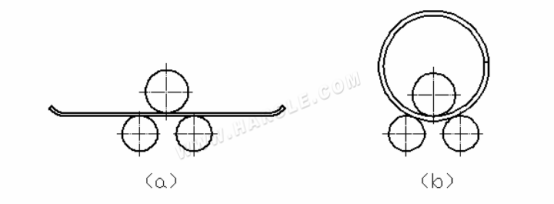
Het buigen van de plaat op de haspel wordt bereikt door de druk die wordt gegenereerd wanneer de bovenste rol axiaal naar beneden wordt bewogen.Hun werkingsprincipe van sferonisatie wordt getoond in de figuur.
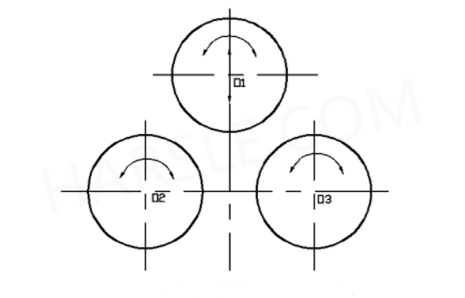
Selectie van een symmetrische, opwaarts afstellende drie-rollen knipmachine om het werkingsprincipe van de oprolplaat uit te leggen, zoals weergegeven in de afbeelding.De drie-rollenplaat rollende machine is verdeeld in de hoofdbeweging en de hulpbeweging.De twee onderste rollen zijn aandrijfrollen, die vastzitten en tegelijkertijd met de klok mee of tegen de klok in rond O2 en O3 kunnen worden gedraaid, wat de hoofdbeweging is.De bovenste rol is een passieve rol, die op en neer kan worden bewogen onder de aandrijving van het transmissiesysteem en ook op en neer kan worden bewogen op het verticale vlak O1 in de figuur, wat een hulpbeweging is.Tijdens het rollen wordt het vel tussen de bovenste en onderste rollen gevoerd en is het onderste oppervlak van het vel in contact met de hoogste punten van de twee onderste rollen.Wanneer de bovenste rol naar beneden wordt gedrukt en de vloeigrens van het materiaal overschrijdt, wordt de plaat plastisch vervormd, waardoor een sectieboog ontstaat.
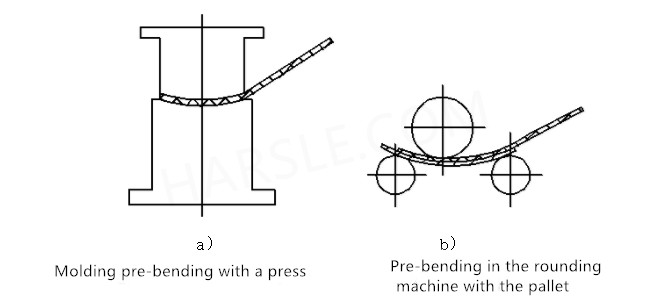
De buigmachine met drie rollen (rollende platen) is vereist om voorbuigen aan beide uiteinden van de plaat uit te voeren, en de voorbuiglengte is 0,5L + (30 ~ 50) mm).Voorbuigen kan door middel van persgieten of voorbuigen in de opbolmachine met een pallet.
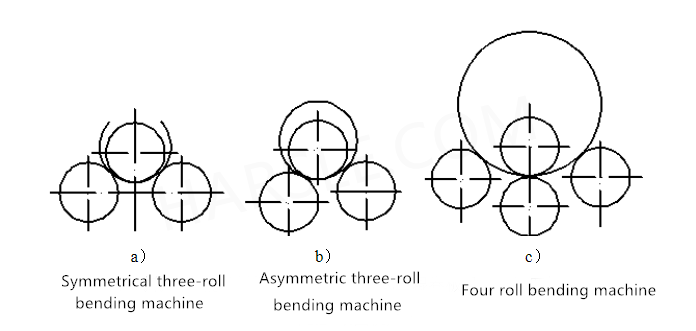
Door de verschillende toepassingsgebieden zijn ook de soorten buigmachines verschillend.Van het aantal rollen is het verdeeld in drie-roller en vier-roller.De drierollen zijn verdeeld in een symmetrische buigmachine met drie rollen, een horizontale naar beneden verstelbare buigmachine met drie rollen, een boog naar beneden verstelbare plaatbuigmachine, een universele buigmachine met drie rollen met de bovenste rol en een hydraulische CNC-buigmachine. machine.Vanaf het transmissiepunt van het mechanische type en het hydraulische type.In termen van de ontwikkeling van plaatbuigmachines is het universele type met de bovenste rol het meest achterlijk, het horizontale neerwaartse aanpassingstype is enigszins geavanceerd en het boogvormige aanpassingstype het meest geavanceerd.
● Mechanische symmetrie met drie rollen
Prestatiekenmerken van een mechanische symmetrische plaatbuigmachine met drie rollen: De structuur van de machine is symmetrisch met drie rollen.De bovenste rol beweegt verticaal in de centrale symmetrische positie van de twee onderste rollen.Het wordt verkregen door de overbrenging van de schroefmoer en de worm.Roterende beweging, waarbij het uitgaande tandwiel van het reductiemiddel in ingrijping komt met het onderste roltandwiel, zorgt voor koppel voor de gewalste plaat.Het nadeel van deze machine is dat het uiteinde van de plaat met ander gereedschap moet worden voorgebogen.
● Mechanisch drierollen asymmetrisch
De belangrijkste kenmerken van de mechanische asymmetrische plaatbuigmachine met drie rollen: de structuur van de machine is van het asymmetrische type met drie rollen, de bovenste rol is de hoofdaandrijving en de onderste rol beweegt verticaal om de plaat vast te klemmen en in te grijpen met de bovenste roltandwiel door het onderste roltandwiel, tegelijkertijd met de hoofdaandrijving;de zijrollen worden gekanteld en geheven, met dubbele functies: voorbuigen en ronden.Compacte structuur, gemakkelijke bediening en onderhoud.
De belangrijkste kenmerken van de hydraulische symmetrische plaatbuigmachine met drie rollen: de bovenste rol van de machine kan verticaal omhoog en omlaag worden gebracht, en de verticale hefhydraulische transmissie wordt verkregen doordat de hydraulische olie in de hydraulische cilinder op de zuigerstang inwerkt;de onderste rol wordt in rotatie aangedreven en het uitgaande tandwiel grijpt door het verloopstuk.Om koppel voor de spoel te leveren, bevindt zich onder de onderste rol een spanrol, die kan worden afgesteld.De bovenste rol heeft de vorm van een trommel, wat de rechtheid van het product verbetert en geschikt is voor ultralange tanks met verschillende dwarsdoorsnedevormen.
Het is een naar boven gerichte symmetrische plaatwalsmachine met drie rollen, die metalen platen binnen een bepaald bereik tot cirkelvormige, boogvormige en conische werkstukken kan walsen.De twee onderste rollen van dit model zijn de aandrijfrollen en de bovenste rol is de aangedreven rol.Het wordt veel gebruikt in de scheepsbouw, ketel-, luchtvaart-, waterkracht-, chemische, metaalconstructie- en machinebouwindustrie.
Het is geschikt voor de buigvervorming van metalen platen.Het kan rondrollen, boogvormige en taps toelopende werkstukken binnen een bepaald bereik, en heeft de functie om het uiteinde van de plaat voor te buigen.De twee onderste rollen van dit model zijn actieve rollen die horizontaal kunnen bewegen.De wals is een aangedreven wals die op en neer kan bewegen.Er zijn mechanische en hydraulische bewegingsmodi.De aandrijfassen zijn allemaal verbonden door universele koppelingen.

 Nederlands
Nederlands Pусский
Pусский























