Aantal Bladeren:60 Auteur:Site Editor Publicatie tijd: 2023-06-06 Oorsprong:aangedreven
● Principe van lasersnijden
De Laser snijden gebruikt een gefocusseerde straal met hoge vermogensdichtheid om te werken, zodat het bestraalde materiaal snel wordt gesmolten, verdampt, geablateerd of ontstoken, en het gesmolten materiaal wordt weggeblazen door een snelle luchtstroom coaxiaal met de straal, waardoor het werkstuk wordt gesneden.

Wanneer de laserstraal interageert met het materiaal, vinden er verschillende processen plaats.De intense hitte die door de laserstraal wordt gegenereerd, verhoogt de temperatuur van het materiaal snel, waardoor het smelt, verdampt of een chemische reactie ondergaat.De specifieke interactie hangt af van de materiaaleigenschappen, zoals de absorptiecoëfficiënt en het smeltpunt, evenals van de laserparameters, zoals vermogensdichtheid en pulsduur.

Bij materialen met lage smeltpunten, zoals kunststoffen, kan de laserstraal het materiaal smelten terwijl het erdoorheen snijdt.Het gesmolten materiaal wordt vervolgens door een gasstraal weggeblazen, waardoor een kerf (de snijbreedte) ontstaat.Bij materialen met hogere smeltpunten, zoals metalen, verdampt de laserstraal het materiaal direct, waardoor een smalle en nauwkeurige snede ontstaat.
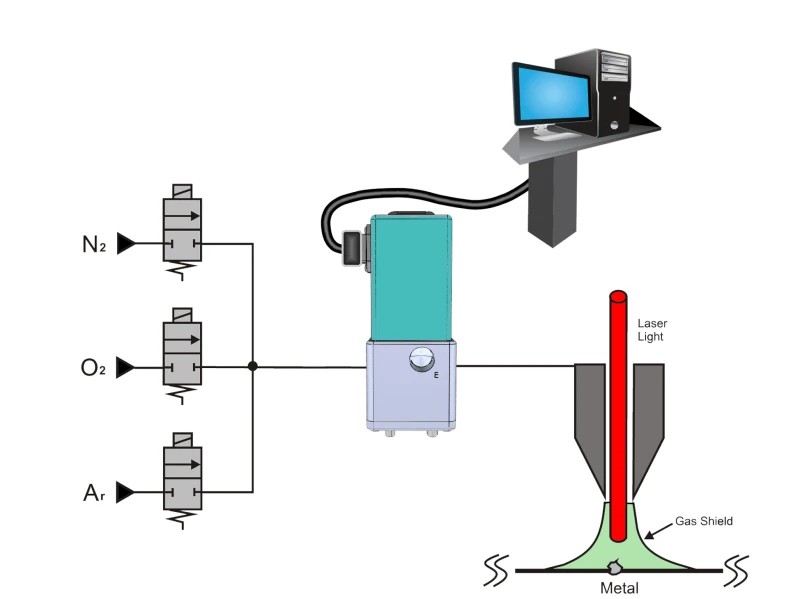
Gasondersteuning wordt vaak gebruikt bij lasersnijden om het snijproces te verbeteren.Via het mondstuk van de snijkop wordt een gas, zoals zuurstof of stikstof, op het materiaaloppervlak geblazen.Het gas helpt het gesmolten of verdampte materiaal uit de snijzone te verwijderen, koelt het materiaal af en voorkomt het ontstaan van bramen of schuim.De gaskeuze is afhankelijk van het te snijden materiaal en de gewenste snijkwaliteit.
De kerfbreedte, of de breedte van de snede, wordt bepaald door verschillende factoren, waaronder het laservermogen, de brandpuntsafstand, de materiaaldikte en de snijsnelheid.De zaagbreedte kan worden geregeld door deze parameters aan te passen om de gewenste snijprecisie te bereiken.Bovendien kan lasersnijden resulteren in een fenomeen dat tapsheid wordt genoemd, waarbij de snede een licht conische vorm heeft.De conushoek is afhankelijk van de materiaaleigenschappen en laserparameters en kan worden geminimaliseerd door de snijomstandigheden te optimaliseren.
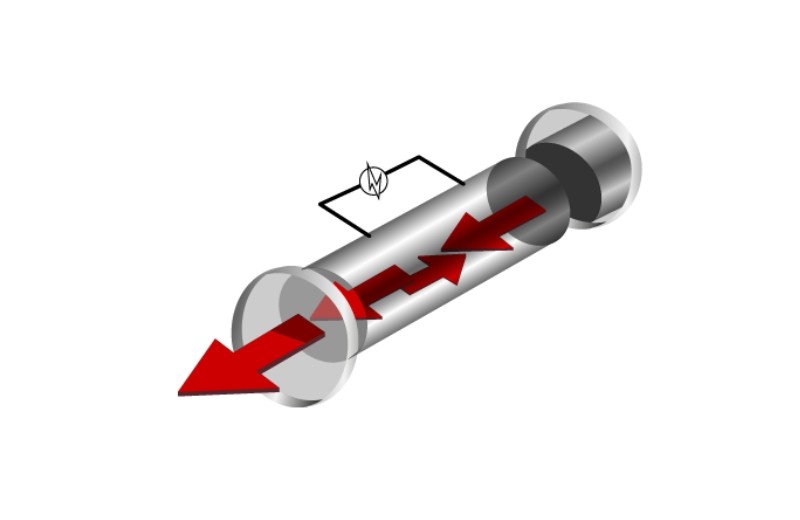
●Laserbasisprincipes:
Een laser (Light Amplification by Stimulated Emission of Radiation) is een apparaat dat een geconcentreerde bundel coherent licht produceert.Het bestaat uit drie hoofdcomponenten: een actief medium, een energiebron en een optische resonator.Het actieve medium, dat een vaste stof, vloeistof of gas kan zijn, zendt fotonen uit wanneer het wordt geactiveerd door de energiebron.De optische resonator reflecteert de fotonen heen en weer door het actieve medium, waardoor de lichtgolven worden versterkt en uitgelijnd.Dit proces leidt tot de vorming van een krachtige en coherente laserstraal.
● Lasersnijden classificatie
Er worden verschillende soorten lasers gebruikt in lasersnijmachines, waaronder CO2-lasers, Nd:YAG-lasers en fiberlasers.CO2-lasers zijn het meest voorkomende type en gebruiken een mengsel van koolstofdioxide, stikstof en helium als actief medium.Nd:YAG-lasers maken gebruik van een vastestofkristal, zoals neodymium-gedoteerd yttrium-aluminium-granaat, als het actieve medium.Vezellasers gebruiken daarentegen een optische vezel die is gedoteerd met zeldzame aardmetalen als actief medium.Elk type laser heeft zijn unieke eigenschappen en is geschikt voor specifieke snijtoepassingen.
1) CO2-lasers
Vaak gebruikt voor het snijden van niet-metalen materialen zoals hout, plastic, glas en textiel. Kan met de juiste opstelling ook metalen zoals zacht staal, roestvrij staal en aluminium snijden.
2) Laserverdampingsnijden
Het werkstuk wordt verwarmd door een laserstraal met hoge energiedichtheid, de temperatuur stijgt snel, het kookpunt van het materiaal wordt in zeer korte tijd bereikt en het materiaal begint te verdampen en een damp te vormen.Deze dampen worden met hoge snelheid uitgestoten en er ontstaat een spleet in het materiaal terwijl de damp wordt uitgestoten.De verdampingswarmte van het materiaal is over het algemeen groot, dus een groot vermogen en een grote vermogensdichtheid zijn vereist voor snijden met laservergassing.
Laserverdampingssnijden wordt vaak gebruikt voor het snijden van zeer dunne metalen en niet-metalen materialen.
3) Lasersmelten snijden
Wanneer de laser wordt gesmolten en gesneden, wordt het metalen materiaal gesmolten door laserverwarming, en vervolgens wordt het niet-oxiderende gas door een mondstuk coaxiaal met de lichtstraal gespoten en wordt het vloeibare metaal afgevoerd door de sterke druk van het gas om zich te vormen een spleet.Bij lasersmelten en -snijden hoeft het metaal niet volledig te verdampen, en de benodigde energie bedraagt slechts 1/10 van het verdampingssnijden.
Lasersmeltsnijden wordt voornamelijk gebruikt voor het snijden van bepaalde niet-oxideerbare materialen of actieve metalen.
4) Laserzuurstofsnijden
Het principe van laserzuurstofsnijden is vergelijkbaar met autogeensnijden.Het gebruikt een laser als voorverwarmingswarmtebron en gebruikt een actief gas zoals zuurstof als snijgas.Enerzijds werkt het geïnjecteerde gas in op het snijmetaal en veroorzaakt een oxidatiereactie waarbij een grote hoeveelheid oxidatiewarmte vrijkomt;aan de andere kant worden het gesmolten oxide en de smelt uit de reactiezone geblazen om een spleet in het metaal te vormen.Omdat de oxidatiereactie tijdens het snijproces een grote hoeveelheid warmte genereert, bedraagt de energie die nodig is voor laseroxidatiesnijden slechts de helft van het smeltsnijden, en is de snijsnelheid veel groter dan bij laserverdampingssnijden en smeltsnijden.
Laserzuurstofsnijden wordt voornamelijk gebruikt voor koolstofstaal, titaniumstaal en warmtebehandelde metalen materialen zoals warmtebehandeling.
5) Lasersnijden en controlefractuur
Lasersnijden is het scannen van het oppervlak van het brosse materiaal met een laser met hoge energiedichtheid, zodat het materiaal door hitte tot een kleine groef wordt verdampt, waarna een bepaalde druk wordt uitgeoefend en het brosse materiaal in de kleine groef wordt gebarsten. .Lasers voor laserschrijven zijn over het algemeen Q-switched lasers en CO2-lasers.
Het beheersen van de breuk is een steile temperatuurverdeling die wordt gegenereerd door lasergraveren, waardoor lokale thermische spanning in het brosse materiaal ontstaat, waardoor het materiaal wordt stopgezet.
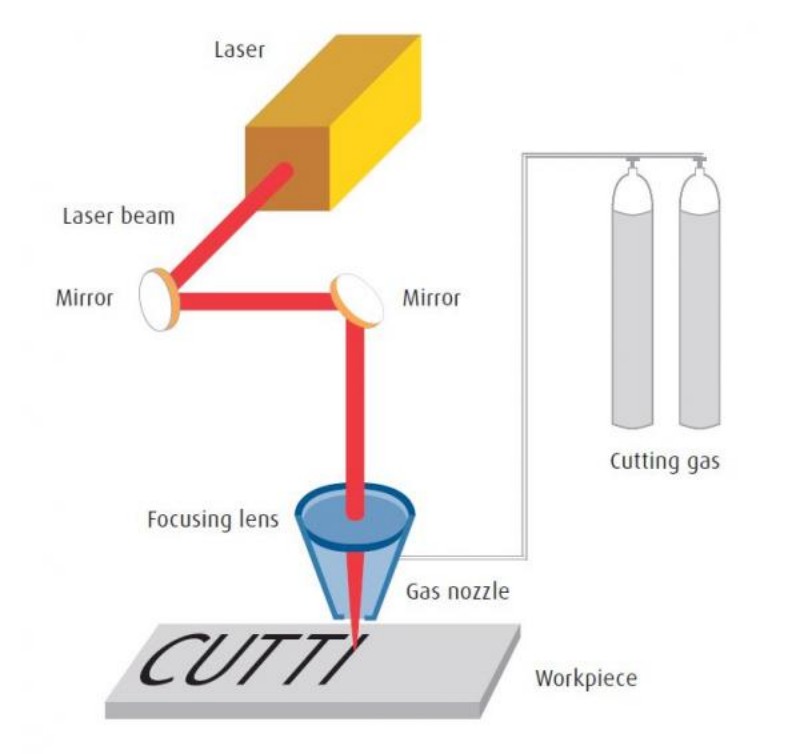
●Lasersnijproces
Het lasersnijproces omvat verschillende stappen.Eerst wordt de laserstraal gegenereerd door de laserbron en door een reeks spiegels en lenzen naar de snijkop geleid.De snijkop bevat focusseringsoptiek die de laserstraal concentreert tot een kleine puntgrootte.De gefocusseerde laserstraal wordt vervolgens op het te snijden materiaal gericht.
● Voordeel
1) Goede snijkwaliteit
Lasersnijden kan een betere snijkwaliteit bereiken dankzij de kleine laserspot, hoge energiedichtheid en hoge snijsnelheid.
2) Hoge snijefficiëntie
Vanwege de transmissie-eigenschappen van de laser is de lasersnijmachine over het algemeen uitgerust met meerdere werktafels met numerieke besturing en kan het gehele snijproces numerieke besturing realiseren.Tijdens het gebruik hoeft u alleen maar het NC-programma te wijzigen, u kunt het snijden van verschillende vormen van onderdelen toepassen, u kunt tweedimensionaal snijden uitvoeren en driedimensionaal snijden realiseren.
3) Snelle snijsnelheid
Voor lasersnijden zijn geen bevestigingsmaterialen nodig, wat armaturen bespaart en extra tijd bespaart bij het laden en lossen.
4) Contactloos snijden
Er is geen contact tussen de toorts en het werkstuk tijdens het lasersnijden en er is geen gereedschapsslijtage.Om onderdelen met verschillende vormen te bewerken, is het niet nodig om het 'gereedschap' te wijzigen; u hoeft alleen de uitvoerparameters van de laser te wijzigen.Het lasersnijproces heeft een laag geluidsniveau, weinig trillingen en geen vervuiling.
● Nadeel
Lasersnijden Vanwege de beperking van het laservermogen en het volume van de apparatuur kan lasersnijden alleen platen en buizen met een gemiddelde en kleine dikte snijden, en de snijsnelheid neemt aanzienlijk af naarmate de dikte van het werkstuk toeneemt.
Lasersnijapparatuur is duur en vergt een eenmalige investering.

 Nederlands
Nederlands Pусский
Pусский























