Aantal Bladeren:24 Auteur:Site Editor Publicatie tijd: 2019-05-28 Oorsprong:aangedreven
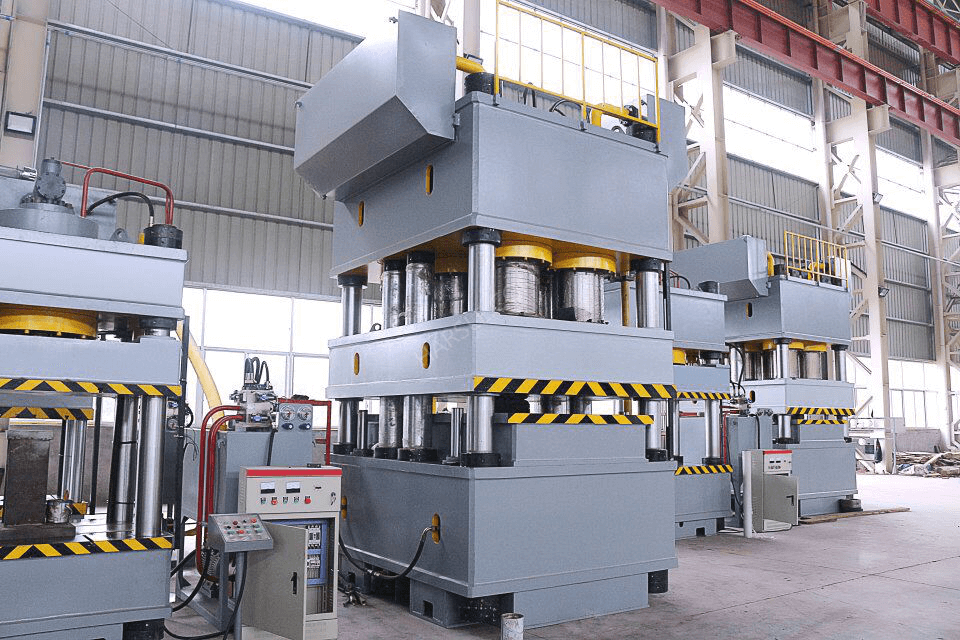
Deze specificatie dekt de algemene vereisten van twee aantallen hydraulische persen van 2000T, waaronder ontwerp, productie, levering, montage, inbedrijfstelling en testen van de persen bij NFC. De hydraulische persen van 2000T zijn nodig om de zirkoniummetaalspons van verschillende maten en vormen te verdichten (volgens de onderstaande specificaties).
De omvang van de levering omvat het ontwerp, de productie, de levering, de montage, de inbedrijfstelling en het testen van twee (2) aantallen neerwaartse hydraulische persen die worden gebruikt voor het maken van compacts van zirkoniumspons. Eventuele aanvullende items of subsystemen die niet in de specificaties worden vermeld, maar die vereist of geïdentificeerd zijn voor de volledigheid en probleemloze prestaties van het systeem, vallen binnen de reikwijdte zonder extra kosten- en tijdimplicaties.
De afmetingen van verschillende te produceren zirkoniumsponscompacts zijn als volgt:
1. Cilindrische compact met een diameter van 180 mm en een hoogte van 135 mm.
2. Cilindrische compact met een diameter van 150 mm en een hoogte van 140 mm.
3. Kubusvormige compact met afmetingen: 500 x 50 x 75 mm (L x B x H)

Zirkonium-metaalspons moet samen met legeringselementen in de matrijs worden gevuld en door de metalen spons in de betreffende matrijs te drukken volgens het productieschema, worden compacts verkregen. De hoogte van de compact moet afhankelijk zijn van de oliedruklimiet.
4.1 Volgorde van handelingen
I. Aanvankelijk rust de matrijs op het persbed en ponst in de bovenste positie.
II. Zirkoniumspons en legeringselement worden in drie delen in de matrijs gevoerd, zodat de legeringselementen ongeveer een centrale positie in de compact innemen (handmatig door de operator./automatisch door automatisch doseersysteem)
III. De hoofdram beweegt eerst met hoge snelheid naar beneden en drukt dan langzaam op de spons die in de matrijs is gevuld.
IV. De oliedruk in de hoofdcilinder bereikt de ingestelde druk en blijft vervolgens ongeveer 10 seconden behouden.
V. Decompressie: De oliedruk in de cilinder en leidingen wordt verlaagd tot een acceptabel niveau.
VI. De hoofdram trekt zich nu langzaam terug.
VII. De matrijs gaat ook omhoog, samen met de samengeperste spons erin.
VIII. Ontlaadblok schuift en positioneert onder de matrijsholte.
IX. De dobbelsteen rust op het ontlaadblok en dan begint de ram naar beneden te komen.
X. De pons beweegt naar beneden om de geperste zirkoniumspons (compact) uit de onderkant van de matrijs naar de holte van het ontlaadblok te werpen.
XI. De stoot wordt nu snel teruggetrokken naar de hoogste positie.
XII. De matrijs gaat omhoog en het ontlaadblok wordt samen met de matrijs teruggetrokken
compact uitgeworpen en schuift deze naar de stapelbak. Er moet een geschikte opstelling worden gemaakt zodat de compact niet beschadigd raakt terwijl deze naar de stapelbak glijdt.
XIII. De matrijs zit weer boven het bed en de pers is klaar voor de volgende cyclus.
5.1. Druk op Kader
De belangrijkste componenten van het persframe, zoals bed, bovenhoofd, glijbaan en staanders, moeten worden vervaardigd met behulp van ISO 2062 klasse 2-platen en door ze te lassen volgens standaard lasprocedures. De platen moeten voldoen aan de BIS-specificaties en het materiaaltestcertificaat (MTC) van de platen uitgegeven door de staalfabriek moet worden voorgelegd aan inspectiefunctionarissen van NFC. Alle kritische lassen moeten worden getest op lasdefecten. De methode voor het testen van lasfouten en de methode voor het verlichten van spanning moeten in de offerte worden toegelicht. De vervaardigde constructie moet naar behoren spanningsvrij zijn. De gegevens over het verlichten van de spanning moeten worden verstrekt tijdens de inspectie van de machine. De gedetailleerde ontwerpberekeningen voor de geschiktheid van de kritische secties of de FEM-analyse moeten na plaatsing van de bestelling worden verstrekt. In de offerte moet een schematisch dwarsdoorsnedediagram voor de belangrijkste samenstellen worden opgenomen om de constructieve kenmerken aan te geven. De glijbaan moet 8-puntsgeleiding hebben met ter plaatse verstelbare en vervangbare Ph. Bronze-voeringen voor een lange levensduur.
Opmerking: Het frame van de pers moet aan alle vier de zijden openingen hebben, zodat het persgebied vanaf alle vier de zijden toegankelijk is. Minimaal 1000 x 1500 mm voor openingen aan de zijkant en 1500 x 1500 mm voor openingen aan de voor- en achterkant (B x H). Het geluidsniveau mag niet hoger zijn dan 85 dB, gemeten op een afstand van 1 meter van de machine in vrije veldomstandigheden.
5.2. Hoofdram en cilinder
De hoofdram van de pers moet gemaakt zijn van gesmeed blok. De hoofdcilinder moet uit één blok worden gesmeed en vervolgens machinaal worden bewerkt. Tijdens de PDI moeten relevante certificaten voor ram en cilinder worden verstrekt.
5.3. Matrijs- en stempelassemblage
a) Er moet een matrijsconstructie met een holtehoogte van 430 mm worden voorzien voor compacts met een diameter van 150 mm en 180 mm.
b) Voor rechthoekige compacts moet de stempel 50 mm breed en 500 mm lang zijn. De spouw moet 400 mm diep zijn (ca.)
c) De opening tussen de onderkant van de stempel en het bovenoppervlak van de matrijs moet 320 mm bedragen.
d) De ram moet verchroomd zijn en er moet een certificaat voor de oppervlakteafwerking worden verstrekt. De dikte van de verchroomde plaat moet duidelijk in de aanbieding worden aangegeven.
e) Het bewegende bed van de pers en de binnenvoering van de matrijs enz. moeten uit gesmede componenten bestaan
Opmerking: de matrijs en pons voor alle drie de typen compacts valt binnen het bereik van de bieder. De matrijsvoering moet verzonken in de matrijsbehuizing worden gemonteerd.
Details van matrijs en stempel moeten worden besproken tijdens de detailengineering en de goedgekeurde tekeningen moeten worden gebruikt voor de productie.
5.4. Hydraulisch systeem
Voor het hydraulische systeem van de pers moeten hydraulische pompen met positieve verplaatsing aanwezig zijn. De oliestroom moet pulsatievrij zijn. Een gedetailleerd hydraulisch circuit zal samen met de offerte worden verstrekt. Aantal geleverde pompen, type, merk, modelnr. En de capaciteit moet duidelijk in de offerte worden aangegeven.
De tank(s) van het hydraulisch systeem moeten voldoen aan de meest recente toepasselijke norm. Het moet zijn voorzien van een ontluchter(s), geschikte keerschotten, een vulontluchter, een temperatuurindicator, een oliepeilmeter, inspectiedeksel(s), voorzieningen voor het toevoegen van leidingen in de toekomst, overstroom- en aftapaansluitingen.
De maximale temperatuur van de hydraulische olie mag tijdens bedrijf niet hoger zijn dan 55 graden Celsius.
Het hydraulische aggregaat moet op de grond worden geïnstalleerd
Het retourleidingfilter moet een verstoppingsindicator hebben. Type, merk en modelnr. van elk filterelement wordt bij de bieding aangegeven. Koudgebogen, massief getrokken, naadloze stalen buizen moeten voldoen aan DIN 2391/C, gebruikt in het hydraulische circuit. Het hydraulische systeem moet zijn voorzien van poorten voor het meten van de druk tijdens het oplossen van problemen of onderhoud. Er moeten vier sets minimess-koppelingen met manometers worden geleverd, die worden gebruikt voor het meten van de druk op verschillende punten in het hydraulische circuit.
Het hydraulische systeem moet een online oliefiltratie-eenheid omvatten, gemonteerd op een mobiele trolley. De filtratie-eenheid moet gebruik maken van dubbele filters met een voorziening voor continue meting en weergave van het oliereinheidsniveau in NAS- en ISO-schaal en waterpercentage. Deze mobiele filtratie-eenheid haalt olie uit de hoofdolietank van de pers, filtert deze en pompt deze terug naar de hoofdolietank. De filtratie-eenheid moet voldoende capaciteit hebben om de hoeveelheid olie in de hoofdtank te verwerken en moet geschikt zijn voor continu gebruik.
6.1 De machine moet een op PLC en HMI gebaseerd besturingssysteem hebben.
6.2 Specificaties PLC-systeem:
A. Programmeerpakket: Programmeerpakket voor het bewerken van besturingslogica wordt meegeleverd.
B. Controller: moet ten minste twee communicatiepoorten hebben, één voor programmering en één voor netwerken.
C. Alle gebruikte in- en uitgangsmodules moeten optische isolatie hebben en een stuurspanning van uitsluitend 24 V DC hebben.
D. De rekvoeding moet van het type zijn zoals aanbevolen door de PLC-fabrikant.
e. Alle uitgangen sturen via tussenliggende relaismodules de laatste besturingselementen aan, zoals solenoïden, contactors enz.
F. De besturingsvoeding naar de eindbesturingselementen moet plaatsvinden via connectoren met een indicatie voor de zekering en de zekering die is doorgebrand.
G. CPU- en geheugenbelasting mogen niet meer dan 50% bedragen.
H. CPU-voeding mag niet worden gebruikt voor ondervragingsvoeding van de ingangen, waarvoor aparte voeding moet worden geleverd.
i. Minstens 30% ingangen en 30% uitgangen van I/O-modules moeten ongebruikt/reserve worden gelaten.
J. Alle kabels die nodig zijn voor de werking van de pers vallen onder de leveringsomvang van de verkoper. Kabels voor het integreren van alle sensoren met PLC moeten van het afgeschermde type zijn.
k. I/O-kaarten moeten volledig bedraad zijn en naar terminals worden gebracht, zowel in het geval van gebruikte als ongebruikte kaarten.
l. Communicatie: alle componenten van het besturingssysteem, zoals controller, HMI en elektronische aandrijvingen (indien aanwezig) moeten via digitale communicatie in een netwerk worden opgenomen

6.3 Specificaties van het elektronische aandrijfsysteem (indien aanwezig):
A. Alle aandrijvingen moeten zodanig zijn gedimensioneerd dat ze een minimaal 20% hogere nominale stroom kunnen leveren dan die van de respectievelijke motoren.
B. Deze aandrijvingen moeten in een netwerk met HMI worden opgenomen en alle kritische parameters zoals snelheid, stroom enz. moeten op de HMI worden weergegeven.
C. Alle aandrijvingen, waar ze ook worden gebruikt, moeten voorzien zijn van voldoende nominale ingangssmoorspoelen.
D. De geselecteerde aandrijvingen moeten over de nieuwste besturingsmodi beschikken.
e. Configuratie-/inbedrijfstellingssoftware voor schijven en bijbehorende gespecialiseerde verbindingskabels/adapters voor het aansluiten van schijven op computers worden meegeleverd.
F. Als er gebruik wordt gemaakt van een eigen stuurkaart, worden er gedetailleerde diagnostische handleidingen/circuits met de benodigde testpunten meegeleverd.
6.4 Functies:
i. Het besturingssysteem moet worden geprogrammeerd voor persspecifieke handelingen, zoals automatische, handmatige en onderhoudsmodi.
ii. Het besturingssysteem moet over alle vereiste recepten voor automatische drukregeling beschikken, gebaseerd op verschillende compacte afmetingen.
iii. Alle belangrijke procesparameters zoals druk, verdichtingsdiameter, olietemperatuur enz. moeten worden geregistreerd en in trendvorm worden weergegeven.
iv. Er zal een mogelijkheid beschikbaar zijn voor het genereren van rapporten van geregistreerde procesgegevens, samen met gegevens over de operator/dienst, lotnummers, aantal verdichtingen enz., samen met een tijdstempel. Het moet mogelijk zijn om rapporten in pdf- en csv-formaat op een pen drive af te drukken. Ook zullen de noodzakelijke functies voor het transporteren van opgenomen gegevens naar de centrale computer beschikbaar zijn in de gekozen HMI, zoals hieronder uitgelegd.
6.5 Sensoren: Elektronische sensoren moeten worden gebruikt voor het meten van procesparameters zoals druk, oliepeil en temperatuur enz. en worden geïntegreerd met een PLC-systeem.
6.6 Voorzieningen voor netwerkaansluiting: Er moet een communicatiepoort in het besturingssysteem worden gemaakt
beschikbaar om het besturingssysteem te integreren met een gecentraliseerde computer, en daarin alle processtatus weer te geven.
Er wordt voorgesteld om een afzonderlijk legeringstoevoegingssysteem te hebben met afzonderlijke bakken en een gewichtscontrolesysteem, zodat legeringen op een geschikt tijdstip en op een geschikte plaats in de matrijsholte kunnen worden gevuld. Op soortgelijke wijze zal voor de toevoeging van metalen sponsen een afzonderlijk hef- en toevoersysteem voor de trommel worden overwogen om de metalen spons in de matrijs te voeren. Opgemerkt kan worden dat deze systemen geen deel uitmaken van de hydraulische pers. Verkopers worden echter aangemoedigd om hun aanbieding afzonderlijk te doen. De voor de pers beoogde besturingssystemen moeten dit legerings- en sponstoevoegingssysteem kunnen configureren en integreren.

 Nederlands
Nederlands Pусский
Pусский























