Aantal Bladeren:22 Auteur:Site Editor Publicatie tijd: 2019-05-28 Oorsprong:aangedreven
Deze specificatie omvat de algemene vereisten van twee nummers van 2000T Hydraulische persen, waaronder ontwerp, productie, levering, erectie, Inbedrijfstelling en testen van de persen bij NFC. De 2000T hydraulische persen zijn vereist om de zirkoniummetaalspons van verschillende maten en vormen te verdichten (volgens de hieronder gegeven specificaties).
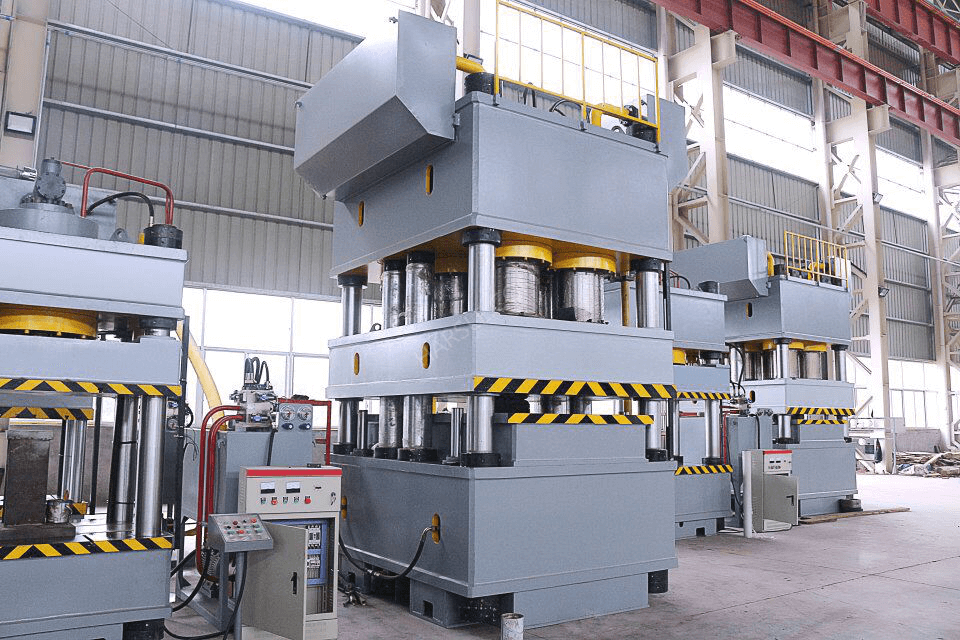
De omvang van het aanbod omvat ontwerp, productie, levering, erectie, Inbedrijfstelling en testen van twee (2) aantallen neerslagende hydraulische Perses die worden gebruikt voor het maken van compacts van zirkoniumspons.Aanvullende items of subsystemen die niet worden vermeld in de specificaties maar vereist of geïdentificeerd voor de volledigheid en probleemloos De prestaties van het systeem moeten zonder extra prijs in de reikwijdte worden opgenomen en tijdimplicaties.
Afmetingen van verschillende te produceren zirkoniumsponscompacts zijn als volgend:
1. Cilindrisch compact van 180 mm diameter en 135 mm hoogte.
2 .Cylindrisch compact van 150 mm diameter en 140 mm hoogte.
3. Kopelijk compact van afmeting: 500 x 50 x 75 mm (l x w x h)
Zirkonium metaalspons samen met legeringselementen moeten worden gevuld in de dobbelsteen en Door op de metalen spons te drukken in zijn respectieve dobbelsteen volgens het productieschema, compacts moeten worden verkregen. De hoogte van compact moet afhankelijk zijn van de olie Druklimiet.
4.1 Bedieningssequentie
I. Aanvankelijk rust op het persbed en stoot de meeste positie in de bovenste positie.
II. Zirkoniumspons en legeringselement wordt in drie delen in de dobbelsteen ingevoerd, zoals dat legeringselementen ongeveer een centrale positie in de compact (handmatig door operator./Automatisch door Auto Dosing System)
Iii. De belangrijkste ram beweegt eerst naar beneden met hoge snelheid en vervolgens langzaam naar Druk op de spons gevuld in de dobbelsteen.
IV. De oliedruk in de hoofdcilinder bereikt de ingestelde druk en vervolgens houdt ongeveer 10 seconden vast.
V. Decompressie: de oliedruk in de cilinder en lijnen worden gereduceerd tot een acceptabel niveau.
Vi. De belangrijkste ram trekt zich nu langzaam terug.
Vii. De dobbelsteen komt ook op samen met verdichte spons erin.
Viii. Block-dia's en posities van niet-loader onder de matrijsholte.
Ix. Die berust op een niet-loaderblok en dan begint de ram naar beneden te komen.
X. De punch beweegt naar beneden om de geperste zirkoniumspons (compact) uit de onderkant van de dobbelsteen naar de holte van het niet-loaderblok te werpen.
Xi. De punch wordt nu snel teruggetrokken naar de meeste positie van boven.
XII. De dobbelsteen komt omhoog en het blok van de un-loader wordt teruggetrokken samen met de
Compact uitgeworpen en naar beneden naar de stapellade. Geschikte regeling moet worden gemaakt, zodat Compact niet beschadigd raakt terwijl het naar beneden glijdt om de lade te stapelen.
Xiii. De dobbelsteen ligt opnieuw over het bed en de pers is klaar voor de volgende cyclus.
5.1. Drukframe
De belangrijkste componenten van persframe zoals bed, bovenkop, glijbaan, staanders moeten worden vervaardigd met behulp van ISO 2062 Grade 2 -platen en door ze te lassen volgens standaard lasprocedures. De platen moeten zijn volgens BIS -specificaties en materiaal Testcertificaat (MTC) van de door stalen fabriek uitgegeven platen moet worden ingediend bij het inspecteren van ambtenaren van NFC. Alle kritische lassen moeten worden getest op lasdefecten. Methode voor het testen van lasdefecten en methode van spanning -verlichting moeten zijn uitgelegd in het bod. De gefabriceerde structuur moet naar behoren verlicht zijn. De records van stressverlichting moet worden ingericht tijdens de inspectie van de machine. De gedetailleerde ontwerpberekeningen voor de geschiktheid van de kritieke secties of de FEM -analyse moeten worden geleverd na plaatsing van de bestelling. Een dwarsdiagram Want grote assemblages moeten worden ingericht in het poging om de constructieve kenmerken aan te geven. De dia moet 8 punten hebben met in-situ verstelbare en vervangbare ph. Bronze voeringen voor een lange levensduur.
OPMERKING: Het frame van de pers moet van alle vier de zijden openingen hebben dat het persengebied van alle vier de zijden toegankelijk is. Minimaal 1000 x 1500 mm voor de zijkanten openen en 1500 x 1500 mm voor voor- en achterkant Openingen (w x h) De geluidsniveaus mogen niet meer dan 85 dB, wanneer gemeten op een afstand van 1 meter van de machine in de vrije veldomstandigheden.
5.2. Belangrijkste ram en cilinder
Hoofd RAM van de pers moet worden gemaakt van vervalst blok. De hoofdcilinder moet uit één blok worden gesmeed en vervolgens worden bewerkt. Relavante certificaten voor RAM en cilinder worden verstrekt tijdens PDI.
5.3. Die en punch -montage
a) Magel van de matrijs met holtehoogte van 430 mm moet worden voorzien voor compacts van 150 mm en 180 mm diameter.
b) Voor rechthoekige compacts moet de punch 50 mm breed en 500 mm lang zijn. De holte moet 400 mm diep zijn (ca.)
c) De opening tussen de onderkant van de punch en het bovenoppervlak van de matrijs moet 320 mm zijn.
d) RAM moet verchroomd zijn en het oppervlakte -afwerkingscertificaat moet worden gegeven.
e) Bewegende bed van de pers en de binnenste voering enz. Moeten zijn gesmede componenten zijn
OPMERKING: Die en punch voor alle drie het type compacts valt in het kader van de bieder. Die voering moet in de huizen zijn gemonteerd.
Details van Die en Punch worden besproken tijdens gedetailleerde engineering en de goedgekeurde tekeningen moeten worden gebruikt voor de productie.
5.4. Hydraulisch systeem
Positieve verplaatsing hydraulische pompen moeten worden voorzien voor het hydraulische systeem van de pers. De oliestroom moet pulsatiefreik zijn. Gedetailleerd hydraulisch circuit moet samen met het bod worden voorzien. Aantal pompen geleverd, hun type, maken, Modelnr. En capaciteit moet duidelijk worden aangegeven in het bod.
De tank (en) van het hydraulische systeem moeten zijn volgens de nieuwste toepasselijke standaard. Het moet worden voorzien van een luchtademige (s), geschikte baffleplaten, vulmiddel, temperatuurindicatormeter, olieniveau -meter, inspectiedekking (en), Bepalingen voor toevoeging van lijnen in toekomst, over flow- en drainageverbindingen.
De maximale temperatuur van hydraulische olie mag tijdens het bedrijf niet meer dan 55 graden bedragen.
Hydraulisch power pack moet op de grond worden geïnstalleerd
Het retourlijnfilter moet verstoppende indicator hebben. Type, Make en Model No. van elk filterelement moet in het bod worden aangegeven. Koude gebogen, vast getrokken, naadloze stalen buizen moeten bevestigen aan din 2391/c, gebruikt in de hydraulische circuit. Het hydraulische systeem moet worden voorzien van poorten voor het meten van druk tijdens het oplossen van problemen of onderhoud. Vier sets van minimesskoppelingen met drukmeters moeten worden verstrekt, die worden gebruikt voor het meten van druk bij Verschillende punten in het hydraulische circuit.
Het hydraulische systeem omvat/omvat een online oliefiltratie -eenheid die is gemonteerd op mobiele trolley. De filtratie -eenheid moet twin -filters gebruiken met een voorziening voor continue meting en weergave van oliereinigheidsniveau in NAS & ISO -schaal en waterpercentage. Deze mobiele filtratie -eenheid neemt olie van de hoofd olietank van de pers, filter deze en pompt het terug naar de hoofdolietank. De filtratie -eenheid is van voldoende capaciteit om het volume olie aan te kunnen in de hoofdtank en moet geschikt zijn voor continue werking.
6.1 Machine moet een op PLC & HMI gebaseerd besturingssysteem hebben.
6.2 Specificaties van PLC -systeem:
a. Programmeringspakket: programmeerpakket voor het bewerken van de logica van de bewerking moet de leveringsbereid zijn.
b. Controller: moet ten minste twee communicatiepoorten hebben, een om te gebruiken voor programmering en een andere voor netwerken.
c. Alle gebruikte invoer- en uitvoermodules hebben een optische isolatie en hebben alleen een controlevoltage van 24 V DC.
d. Rack -voeding moet van het type zijn zoals aanbevolen door PLC -fabrikant.
e. Alle uitgangen moeten de uiteindelijke besturingselementen zoals solenoïden, contactoren enz. Stimuleren via interpose relaismodules.
f. Controle -levering aan uiteindelijke besturingselementen moet zijn door connectoren met zekering en zekeringsgeblazen indicatie.
g. CPU en geheugenbelasting mogen niet meer dan 50%zijn.
h. CPU -voeding mag niet worden gebruikt voor het leveren van ondervraging van de ingangen, waarvoor een afzonderlijke levering moet worden verstrekt.
i. Ten minste 30% ingangen en 30% uitgangen van I/O -modules moeten ongebruikt/reserve blijven.
j. Alle kabels die nodig zijn voor de werking van de pers, valt in reikwijdte van de levering van leveranciers. Kabels voor het integreren van alle sensoren met PLC moeten worden afgeschermd type.
K. I/O -kaarten moeten volledig zijn bedraad en naar terminals worden gebracht, zowel in het geval van gebruikt als ongebruikt.
l. Communicatie: alle componenten van het besturingssysteem, zoals controller, HMI en elektronische schijven (indien aanwezig), worden op digitale communicatie netwerken
6.3 Specificaties van elektronische schijven System (indien van toepassing):
a. Alle schijven moeten minimaal 20% hoger nominale stroom hebben dan die van respectieve motoren.
b. Deze schijven moeten worden genetwerkt met HMI en alle kritieke parameters zoals snelheid, stroom, enz. Worden weergegeven op HMI.
c. Alle drives waar gebruikte, hebben voldoende gewaardeerde input smoorspoelen.
d. Geselecteerde schijven hebben alle nieuwste controlemodi.
e. Configuratie/inbedrijfstellingssoftware voor aandrijvingen en gerelateerde gespecialiseerde verbindingskabels/aanpassingen voor het aansluiten van schijven met de computer moet het aanbod zijn.
f. Als een gepatenteerde controlekaart wordt gebruikt gedetailleerde diagnostische handleidingen/circuits met de nodige testpunten worden geleverd.
6.4 Functies:
i. Het besturingssysteem moet worden geprogrammeerd voor persspecifieke bewerkingen zoals automatische, handmatige en onderhoudsmodi.
II. Het besturingssysteem moet alle vereiste recepten hebben voor automatische drukregeling op basis van verschillende compacte grootte.
iii. Alle belangrijke procesparameters zoals druk, verdichtingsdiameter, olietemperatuur enz. Moeten worden vastgelegd en in trendvorm worden weergegeven.
IV. Faciliteit van het genereren van gerapporteerde procesgegevens samen met operator/verschuiving in Laadgegevens, partijnummers, aantal verdichtingen enz. Samen met de tijdstempel moet beschikbaar zijn. Het zou mogelijk moeten zijn om rapporten af te drukken in een penstation in PDF- en CSV -formaten. Ook noodzakelijke functies voor het transporteren van opgenomen gegevens naar Centrale computer moet beschikbaar zijn in gekozen HMI zoals hieronder uitgelegd.
6.5 Sensoren: elektronische sensoren moeten worden gebruikt voor het meten van procesparameters zoals druk, olieniveau en temperatuur enz. En geïntegreerd met PLC -systeem.
6.6 Bepaling voor netwerken: een communicatiepoort in het besturingssysteem moet worden gedaan
Beschikbaar om het besturingssysteem met gecentraliseerde computer te integreren en alle processtatus daarin weer te geven.
6.7 Er wordt voorgesteld om een afzonderlijk legerings -toevoegingssysteem te hebben met afzonderlijke bakken en
Gewichtsbewakingssysteem zodat legeringen kunnen worden ingevuld in de matrijsholte op geschikte tijd en positie. Evenzo zal voor metalen spons -toevoeging een afzonderlijk trommelheffende en voedingssysteem om metalen spons in de dobbelsteen te voeden, worden overwogen. Opgemerkt kan worden dat deze systemen niet deel uitmaken van hydraulische pers.
Leveranciers worden echter aangemoedigd om hun aanbieding afzonderlijk te geven. De besturingssystemen die voor de pers worden beoogd, kunnen dit legeringssysteem en spons -toevoegingssysteem configureren en integreren.

 Nederlands
Nederlands Pусский
Pусский























